|
Bardzo cenię tych, którzy mają dwie prawe ręce do roboty. Ten news Tadeusza Lisa jest właśnie dla nich. Żyjcie wiecznie ! Don Jorge -------------------------------------------------------------------------------------------------- Pewne i niedrogie zamknięcie klapy kokpitowej Wśród użytkowników, którzy zdecydowali się zastosować klapę w kokpicie prędzej czy później pojawi się refleksja jak ją pewnie zamknąć, tak, aby zachowywała szczelność. W szczególności, przed takim wyzwaniem stanął mój Przyjaciel remontujący piękną, nordycką biżuterię morską. O ile na śródlądziu ani chwili nie wahałbym się użyć standardowej klamki/rygla z tworzywa sztucznego o tyle na morzu trzymałbym się od niego możliwie daleko.
Fig. 1 - standardowe zamknięcie bakisty Dlatego zaprojektowałem dwa relatywnie proste rozwiązania. Ponieważ pytania o to były również od właścicieli motorówek, którzy potrzebują dla swoich podpokładowych smoków dużo większych (a więc cięższych) klap – pierwsze rozwiązanie jest właśnie dla nich. Niezbędny będzie w nim dostęp do tokarki i frezarki. Ale nie potrzebujemy spawarki. Oto ono:
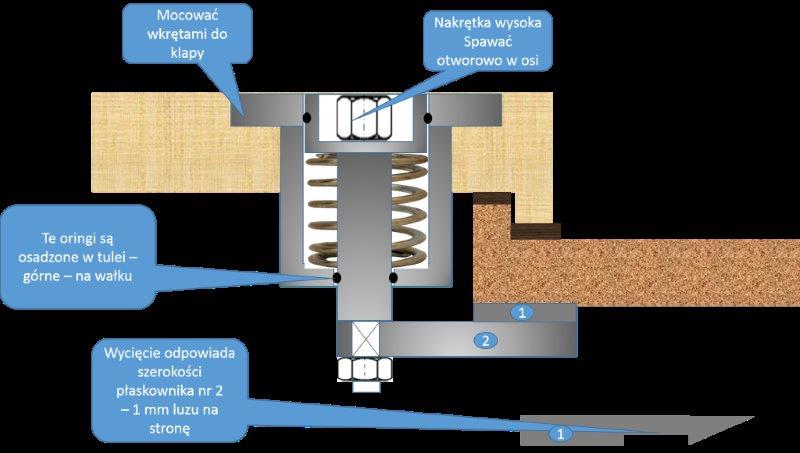
Fig. 2 - zamknięcie do ciężkich klap kokpitowych Wykonanie jest proste. Z wałka toczymy w jednym przebiegu tuleję z kołnierzem. Z tym samym zamocowaniu wytaczakiem wykonujemy rowki pod dolny oring uszczelniający przejście wałka. Następnie wytaczamy wałek z górnym kielichem, w środek którego wspawujemy dobrej jakości wysoką nakrętkę pod klucz 13. Koniec wałka ma sfrezowany kwadrat pod prostokątny otwór wykonany w ryglu (element nr 2). Rygiel mocujemy nakrętką z podkładką sprężystą.
Fig. 3 - pilniki z nasypem diamentowym. Komplet - 10-12 zł. Szukacie ich na OLX.pl Wykonanie prostokątnego otworu w ryglu wbrew pozorom wcale nie jest trudne. Najpierw wiercicie otwór o średnicy dokładnie równej bokowi przyszłego kwadratu. Następnie – użyjcie do tego płaskiego pilnika z nasypem diamentowym – najlepiej o szerokości równej bokowi kwadratu. Prowadźcie ostrze równo i spokojnie – to posuw, a nie nacisk robi swoje. Wracając do konstrukcji. Na owrężu otworu przygotowane jest okucie oznaczone nr 1. Obracany i lekko naciskany rygiel po obróceniu wskakuje w zatrzask. Zamknięcie jest pewne i mocne – o sile docisku klapy do uszczelek decyduje użyta przez Was sprężyna. Jeżeli uznacie po próbach, że jest nieco za słaba – podłóżcie podkładki. Dla tych którzy nie mieli szczęścia pracy pod okiem mistrzów ślusarskich: piłujemy tak, aby ręce były nieruchome w łokciach, a stopy pod kątem 70 stopni. Ruch wykonujemy biodrami od niechcenia przenosząc lekko ciężar z nogi na nogę. To gwarantuje Wam idealne, równoległe prowadzenie pilnika i jeżeli będzie taka konieczność – pracę bez zmęczenia przez osiem godzin. Mistrzowie świata wiedzą, że każdy ruch powinien trwać nieco mniej niż 1 sekundę, co odpowiada naturalnej częstotliwości kiwania się głowy w czasie normalnego chodu – stąd się bierze minimum zmęczenia na koniec dnia. Wariant drugi jest prostszy w wykonaniu amatorskim. Oto on:
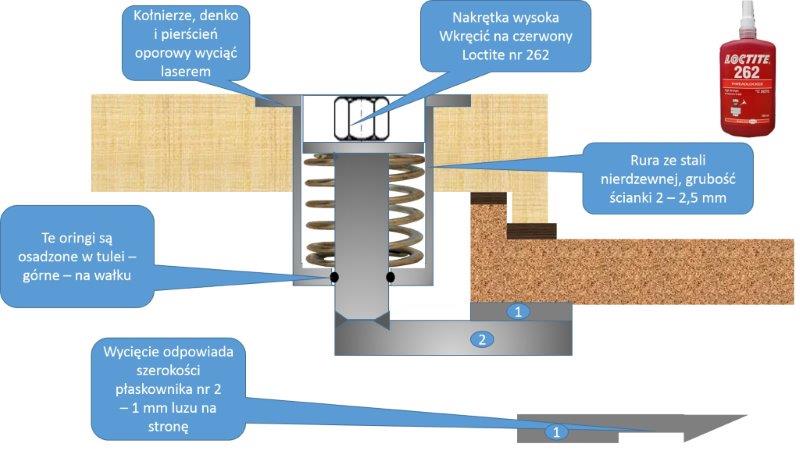
Fig. 4 - to samo zamknięcie uproszczone technologicznie Wykonanie jego jest również proste. Wszystkie okrągłe pierścienie i denka wytniemy laserem. Chyba, ze mamy takie skrawki blachy wtedy możecie to zrobić na podręcznej tokarce. Podpowiem Wam chwyt warsztatowy. Najpierw składamy blachy w pakiet. Potem wiercimy centralny otwór. Skręcamy je śrubą, a śrubę montujemy w uchwycie tokarskim. Miejsce mocowania śruby w szczękach jest oczywiście zatoczone. Potem tylko powiększycie otwory wewnętrzne wytaczakiem i macie już połowę elementów gotowych. Wykonujecie wałek z gwintem u góry (alternatywnie z drugim u dołu) Teraz macie dwie możliwości. Albo elementy spawacie (najlepiej TIG-iem albo je kleicie jakimś pewnym, przemysłowym klejem do metalu. Obie technologie są dzisiaj już tak samo pewne. Po wybót i zakup konkretnego kleju do wykonywania okuć ze stali 316 dzwonimy do Bełchatowa, do Pana Aleksandra Łychina 605 312 750 . Tutaj możecie przejrzeć katalog takich klejów http://pxa.com.pl/ Z Panem Aleksandrem możecie też porozmawiać o nowoczesnych kauczukach silikonowych, z których tanim kosztem można wykonać bardzo precyzyjną formę odlewniczą – coś dla posiadaczy oldtimerów, którzy chcą skopiować stare knagi, dulki lub szpony gafla. Pozdrawiam wakacyjnie cały Klan z wietrznej Juraty |
 Budując jachty w latach 60-tych i 70-tych (w latach powojennych budowano najwyżej "Omegi") większośc okuć i zamknięć trzeba było robić samemu. Z wzruszeniem wspominam mozolne wypiłowywanie z aluminium knag i kluz. Dziś spacerując wśród stoisk targowych - dostaję zawrotu głowy od nadmiaru bogactwa ofert handlowych. Trzeba było "tylko" ustrój zmienić, aby pojawiła się innowacyjnośc i konkurencja. A mimo tego, są jeszcze tacy, którym się chce, których nie podniecają czartery i którzy sami dłubią w garażach i piwnicach.
Budując jachty w latach 60-tych i 70-tych (w latach powojennych budowano najwyżej "Omegi") większośc okuć i zamknięć trzeba było robić samemu. Z wzruszeniem wspominam mozolne wypiłowywanie z aluminium knag i kluz. Dziś spacerując wśród stoisk targowych - dostaję zawrotu głowy od nadmiaru bogactwa ofert handlowych. Trzeba było "tylko" ustrój zmienić, aby pojawiła się innowacyjnośc i konkurencja. A mimo tego, są jeszcze tacy, którym się chce, których nie podniecają czartery i którzy sami dłubią w garażach i piwnicach.